沈陽鋼結(jié)構(gòu)加工生產(chǎn)廠家焊接常見質(zhì)量問題與防治措施
摘要:沈陽鋼結(jié)構(gòu)加工生產(chǎn)廠家焊接材料選用不當(dāng):焊接不同類別鋼材時(shí),焊接材料的匹配應(yīng)符合設(shè)計(jì)要求;設(shè)計(jì)要求焊接Q345鋼時(shí),焊絲可采用H08MnA焊絲,其性能符合GB/T14957之規(guī)定。
1、沈陽鋼結(jié)構(gòu)加工生產(chǎn)廠家焊接材料選用不當(dāng)
【規(guī)范規(guī)定】
焊接不同類別鋼材時(shí),焊接材料的匹配應(yīng)符合設(shè)計(jì)要求。
設(shè)計(jì)要求焊接Q345鋼時(shí),焊絲可采用H08MnA焊絲,其性能符合GB/T14957之規(guī)定。
【原因分析】
1、未認(rèn)真審核圖紙要求。
2、焊接人員誤以為焊接Q345B可以使用H08A的焊絲。
【防治措施】
認(rèn)真審核圖紙,了解設(shè)計(jì)對焊材牌號的要求。
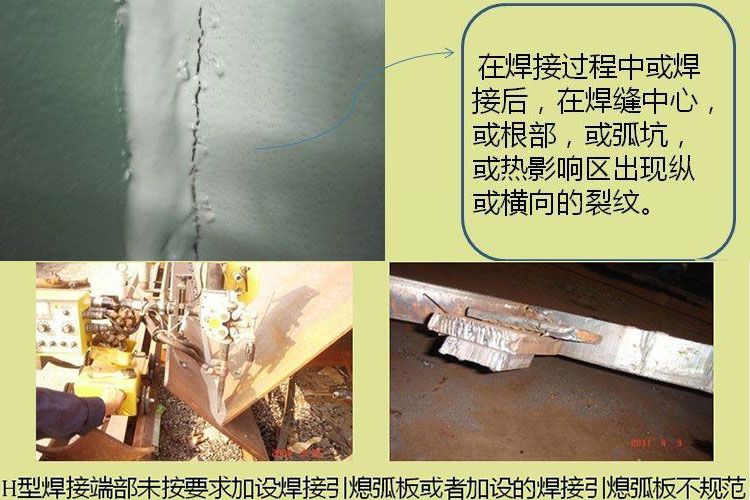
2、引熄弧板加設(shè)不規(guī)范
【規(guī)范規(guī)定】
T形接頭、十字形接頭、角接接頭和對接接頭主焊縫兩端,必須配置引弧板和引出板,其材質(zhì)應(yīng)和被焊母材相同,坡口形式應(yīng)與被焊焊縫相同,禁止使用其它材質(zhì)的材料充當(dāng)引弧板和引出板。
【原因分析】
施工人員不了解加設(shè)引熄弧板的重要性,施工隨意性較強(qiáng)。
【防治措施】
因?yàn)楹缚p引熄弧處易產(chǎn)生未熔合、夾渣、氣孔、裂紋等缺陷,在多層焊時(shí)焊縫兩端缺陷堆積,問題更加突出。如要求構(gòu)件全部截面上焊縫強(qiáng)度能達(dá)到母材強(qiáng)度標(biāo)準(zhǔn)值的下限,必須把引弧及收弧處引至焊縫兩端以外。
3、焊縫裂紋
【規(guī)范規(guī)定】
《鋼結(jié)構(gòu)焊接規(guī)范》GB50661-2011條文規(guī)定:
第8.2.1條焊縫不允許存在裂紋缺陷。
【原因分析】
1、厚工件施焊前預(yù)熱不到位,道間溫度控制不嚴(yán),是導(dǎo)致焊縫出現(xiàn)裂縫的原因之一。
2、焊絲焊劑的組配對母材不合適(母材含碳過髙、焊縫金屬含錳量過低)會導(dǎo)致焊縫出現(xiàn)裂紋。
3、焊接中執(zhí)行焊接工藝參數(shù)不當(dāng)(例:電流大,電壓低,焊接速度太快)引起焊縫裂紋。
4、不注重焊縫的形狀系數(shù),為加快進(jìn)度而任意減少焊縫的道數(shù),也會造成裂紋。
【防治措施】
1、表面裂紋如很淺,可用角向砂輪將其磨去,磨至能向周邊的焊縫平順過渡,向母材圓滑過渡為止;如裂紋很深,則必須用對待焊縫內(nèi)部缺陷同樣的辦法作焊接修補(bǔ)。
2、厚工件焊前要預(yù)熱,并達(dá)到規(guī)范要求的溫度。厚工件在焊接過程中,要嚴(yán)格控制道間溫度。
3、注重焊接環(huán)境。在相對濕度大于90%時(shí)應(yīng)暫停施焊。
4、嚴(yán)格審核鋼材和焊接材料的質(zhì)量證明文件。
5、焊材的選用與被焊接的鋼材(母材)相匹配。
6、焊材應(yīng)按規(guī)定烘焙、保溫。
7、拒絕使用鍍銅層脫落的焊絲。
8、無損檢測檢測出的裂紋,應(yīng)按焊接返修工藝要求做返修焊補(bǔ)。同時(shí),當(dāng)檢查出一處裂紋缺陷時(shí),應(yīng)加倍檢査,當(dāng)檢査出多處裂紋缺陷或加倍抽査又發(fā)現(xiàn)雷文缺陷時(shí),應(yīng)對該批余下焊縫的全數(shù)進(jìn)行檢查。
4、氣孔
【規(guī)范規(guī)定】
《鋼結(jié)構(gòu)焊接規(guī)范》GB50661-2011條文規(guī)定:
第8.2.1條一、二級焊縫不允許存在氣孔缺陷;三級焊縫允許每50mm長度焊縫內(nèi)允許存在直徑<0.4t且≤3mm的氣孔2個;孔距應(yīng)≥6倍孔徑。
【原因分析】
1、坡口及其周邊一定范圍內(nèi)有油跡、銹斑、水漬、污物(特別是漆痕),是導(dǎo)致焊縫出現(xiàn)氣孔的一個原因。
2、焊絲鍍銅層局部脫落,以致該部位生鎊,也會使焊縫產(chǎn)生氣孔。
3、厚工件焊后未及時(shí)進(jìn)行后熱(去氫),或后熱溫度不夠,或保溫時(shí)間不夠,都有可能使焊縫殘留氣孔。
4、表面氣孔與焊材烘焙溫度不夠,升溫速度太快,保溫時(shí)間不夠有直接的關(guān)系。
【防治措施】
1、數(shù)量少而直徑小的表面氣孔,可用角向砂輪磨去,磨至該部位能同整條焊縫平順過 渡,向母材圓滑過渡。
2、厚工件焊前要預(yù)熱,并達(dá)到規(guī)范要求的溫度。厚工件應(yīng)嚴(yán)格控制道間溫度。
3、焊接材料應(yīng)按規(guī)定進(jìn)行烘焙與保溫,并在領(lǐng)用后,在大氣中不宜超過4小時(shí)。
4、注重焊接的環(huán)境,在相對濕度大于90%時(shí)應(yīng)暫停施焊;手工電弧焊在風(fēng)速超過8m/s, 氣體保護(hù)焊在風(fēng)速超過2m/s時(shí)施焊,應(yīng)采取擋風(fēng)措施;環(huán)境溫度低于0°C時(shí),應(yīng)將工件加熱到 20°C,原需預(yù)熱的工件此時(shí)應(yīng)多預(yù)熱20°C,加熱范圍為長寬各大于2倍工件的厚度,且各不小于 100mm。
5、注意執(zhí)行焊接工藝參數(shù),提高焊工技能氣體保護(hù)焊的槍管內(nèi)要經(jīng)常用壓縮空氣吹通,以排除污物。
5、飛濺物
【規(guī)范規(guī)定】
《鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范》GB50205 — 2001條文規(guī)定:第5. 2. 11條焊縫感觀應(yīng)達(dá)到:焊渣和飛濺物基本清除干凈。
【原因分析】
1、飛濺物過多是由于焊接電流過大、電壓太高或保護(hù)氣體的流量不足造成的。
2、電源極性接反或磁偏吹。
3、焊縫區(qū)域不清潔,有油污、水分、鎊蝕、涂料等臟物。
【防治措施】
對于飛濺物,可以用扁鑿刮去或鏟去飛濺物。
6、咬邊
【規(guī)范規(guī)定】
《鋼結(jié)構(gòu)焊接規(guī)范》GB50661-2011條文規(guī)定:
第8.2.1條一級焊縫不的存在咬邊等缺陷。
二級焊縫咬邊允許偏差為深度≤0.05t且≤0.5mm,連續(xù)長度≤100mm,且焊縫兩側(cè)咬邊總長≤10%焊縫全長。
三級焊縫咬邊允許偏差為深度≤0.1t且≤1mm,長度不限。
【原因分析】
1、焊接電流太大。
2、焊條或焊絲偏離焊縫中心,角焊縫時(shí)焊條(絲)與水平夾角太大。
3、焊接速度太慢、電弧長度太長、焊絲或焊條的直徑太粗也是造成咬邊的主要原因。
【防治措施】
1、根據(jù)工件厚度正確使用焊接工藝參數(shù)。
2、焊條(絲)角度要正確,注意焊縫的中心線,焊接中不應(yīng)有洼陷。
3、出現(xiàn)咬邊,淺的可用角向砂輪磨平,直到此部位同原焊縫平順過渡,并能向母材圓滑過渡為止;深的咬邊應(yīng)按照未焊滿修補(bǔ)工藝要求作焊接修補(bǔ)。
7、未焊滿
【規(guī)范規(guī)定】
《鋼結(jié)構(gòu)焊接規(guī)范》GB50661-2011條文規(guī)定:
第8.2.1條一級焊縫不的存在未焊滿等缺陷。
二級焊縫未焊滿允許偏差≤0.2mm+0.02t且≤1mm,每100mm長度焊縫內(nèi)未焊滿累積長度≤25mm。
三級焊縫未焊滿允許偏差為≤0.2mm+0.04t且≤2mm,每100mm長度焊縫內(nèi)未焊滿累積長度≤25mm。
【原因分析】
焊縫未焊滿是由于蓋面焊道的焊接速度太快,焊條、焊絲的直徑太細(xì),焊接電流太小,手工 操作時(shí)手勢不穩(wěn),突然加快焊接速度等原因造成的。
【防治措施】
1、根據(jù)鋼材的類別和厚度,確定預(yù)熱與否,如需預(yù)熱,則應(yīng)按照規(guī)定預(yù)熱,并控 制道間溫度。
2、選用較小的焊接熱輸入,即選用較細(xì)的焊條或焊絲、較小的焊接電流、短電弧、低的電 弧電壓、快的焊接速度施焊。
3、清除焊縫未焊滿部位及其近側(cè)周邊30mm范圍內(nèi)的油、銹、水、污。
4、打磨修補(bǔ)焊縫,使之同原焊縫平順過渡,并能向母材圓滑過渡。